

焊条电弧焊时,怎样进行定位焊操作?
发布日期:2023年12月15日 浏览:1579次
焊前为固定焊件的相对位置经行的焊接操作称为定位焊,也称点固焊。通常定位焊缝比较短小,焊接过程中都不去掉,而是作为正式焊缝的一部分保留在焊缝中。因此,焊接定位焊缝必须注意以下几点:
(1)在坡口内的定位焊缝应无缺陷,定位焊的起头和结尾处应圆滑,不应过陡,否则在定位焊缝处易造成未焊透。
(2)焊接如要求预热,则定位焊时也应经行预热,其预热温度应与正式焊接相同。如焊接淬硬倾向较大的低和金高强钢时,焊定位焊缝也要预热,预热温度与焊正式焊缝时相同,预热范围要求也相同。由于焊定位焊缝时未经行预热而造成开裂的例子很多,这一点必须要特别注意,生产中有时通过提高焊接线能量来代替预热,虽然有一定效果,但不是稳妥的办法,不提倡采用。
(3)焊条要采用焊接技术文件中所规定焊接产品用的焊条,甚至使用性能更好的焊条。因此,定位焊的电流应比正常焊接电流大10%~15%。
(4)在焊缝交叉处和焊缝方向急剧变化出不要进行定位焊,可离开50MM左右。
(5)对于淬火倾向较大的低合金高强钢焊件和耐热钢焊件,应尽可能避免直接在坡口内焊接点位焊缝,可采用拉紧板、定位镶块等经行组装。焊接这些组装工件时,必须预热到所规定的预热温度。拆除这些工件以后,应把焊点处磨平,并用着色探伤检查有无表面裂纹。
(6)对反面须挑焊根或只需单面焊接的焊缝,定位焊应焊子啊反面。
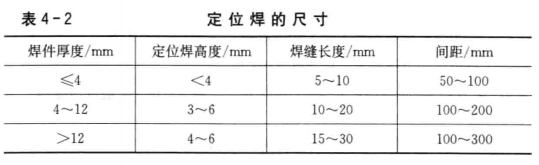
(7)定位焊的焊缝尺寸,应依据焊件厚度稍有不同。在保证足够强度条件下,定位焊缝高度不许超过设计规定焊缝的2/3,越小越好,定位焊缝长度不大于50mm。定位焊缝的厚度、长度及间可按表4-2选用。对于焊接结构上某些比较重要的部位或经过强行组装才成形的结构,定位焊的长度与高度应根据具体情况适当增加。
表4-2
上一篇:核电军工特种焊材强势来袭
下一篇:银焊条回收应注意哪些点?
