

9%Ni钢用国产ENiCrMo‐4焊条的焊接工艺研究报告
发布日期:2023年12月15日 浏览:2618次
摘要:采用国产ENiCrMo‐4焊条焊接9%Ni钢,研究焊接电流对焊接接头的成分、组织和力学性能的影响。焊接电流 对ENiCrMo‐4焊条C焊接9%Ni钢接头的性能有明显的影响。焊接电流为130A时,焊接接头的力学性能、抗裂性能和 耐腐蚀性能等均为最佳,其接头的抗拉强度Rm为741Mpa,屈服强度Rp0.2为458Mpa,屈强比为 0.62,断后伸长率A为41%;接头在焊缝中心、熔合线处、熔合线+2mm 处的低温冲击功分别为89.3J、92J,4.7。
0 序言
焊缝的各项性能和组织取决于母材金属的机械性能、化学成份和焊接时的热输入,在材料确定后,焊接热输入对焊接接头起决定性的作用。因为焊接热输入以及道间温度的变化,会相应的影响焊缝的冷却速度和微观组织,从而改变焊缝的性能。
氩弧焊具有焊接线能量小,过热区小,高温停留时间短,冷却速度快等特点,适合镍基合金的焊接。镍基合金焊接特点是熔深较浅,且熔池中液态金属的流动性较差,即使增大焊接电流也不能增加熔深,提高熔池液态金属的流动性,反而易产生焊接缺陷。当焊接电流过大时,由于热输入量大,会熔化晶界上的低熔点相而生成液化裂纹,所以镍基合金焊接时应选用较低的线能量。但过低的线能量会导致熔池在高温停留的时间过短,焊接熔池来不及形成,易造成未熔合未焊透等缺陷。因此只有选择合理的焊接电流和焊速才能避免缺陷的产生,得到优良的焊接接头。
本文采用国产ENiCrMo‐4焊条焊接 9%Ni钢,研究不同焊接电流对接头的化学成分、微观组织和力学性能的影响,为优化焊接工艺,制订合理的国产ENiCrMo‐4焊条焊接工艺提供试验依据。
1 材料与试验方法
试验母材所用的9%Ni钢在‐162℃下仍有高的强度和良好的低温韧性,且最低使用温度可达‐196℃,成为当今国际上建造LNG储罐的主要结构材料。试验焊材采用由上海大西洋焊接材料有限公司开发的国产ENiCrMo‐4 焊条(φ4mm,)。
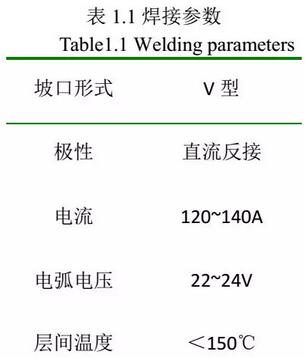
焊前母材需预先开坡口,角度为60的单面V字形,钝边2mm,坡口及其内外壁两侧各20mm范围内用砂轮机打磨出金属光泽,然后用丙酮将坡口清洗干净并干燥,装配间隙为12mm,点焊装配,在焊接前要预留3‐5o的反变形。焊接时采用多层多道焊,控制层间温度<150℃,以免焊缝过热,焊接参数如表1.1所示,采用120A、 130A、140A三种不同电流焊接9%Ni钢。
焊后对试板进行超声波探伤,没有发现裂纹、未熔合和未焊透等缺陷。根据AWS A5.11及 GB/T 13814 标准制备拉伸、冲击和金相试样,进 行常温拉伸性能和低温冲击性能测试。金相试样 采用 12 ml HCl+ 4 ml HNO3+ 0. 36 g FeCl3 进行腐 蚀,用金相显微镜进行微观组织观察,用能谱仪 对焊接接头进行成分分析。
2 焊接接头成分分析
焊后对三种焊接接头进行了成分测定,化学成分如表 2.1 所示。根据 AWS A5.11 及 GB/T 13814 标准的规定,对熔覆金属成分有严格的 要求,特别是对C、Si 元素含量的要求。C 元素 以间隙原子存在,在合金中形成和稳定奥氏体,随着 C 含量的增加,会导致合金的强度、硬度增加,而耐蚀性能降低。控制碳含量在 0.01%——0.03%以下时,才能保证合金的耐蚀 性。碳还会导致镍基合金的点蚀倾向升高,增 加镍基合金的晶间腐蚀敏感性,并随着碳含量 的增加而升高。碳还会使镍基合金的焊后耐蚀 性下降,镍基合金耐点腐蚀、缝隙腐蚀、一般 腐蚀、应力腐蚀的能力均受碳的影响而降低。 硅会降低镍基合金耐硝酸腐蚀的性能,增加固 溶体晶间腐蚀的敏感性,这是因为硅沿晶界偏 聚的结果。将硅降低到极低,合金则有良好的 耐硝酸性能。标准中规定 C≤0.02%,Si≤0.2%。此外,P、S 等杂质元素的含量越低,焊后焊接 接头的质量越好。

由表2.1中的数据可知,国产ENiCrMo‐4焊条在三种不同焊接电流下的熔敷金属中各元素 含量均符合AWS A5.11及GB/T 13814 标准的要 求,Cr、S 的含量随着电流的升高而降低,C、Si、 P 的含量变化不大,在 130A 电流时,Mo、W 等有益元素的含量较优。
3 焊接接头微观组织分析
金相显微组织观察是最简单、方便、有效的研究材料微观组织的试验方法。材料研究的基本规律是组织决定性能。内部的微观组织结构决 定了材料的性能,镍基合金的微观显微组织较为 复杂,根据合金成分的差异,相的形态、尺寸、 数量和分布都有相应的差异,但相的种类基本相 同。镍基合金的铸态组织一般包括基体、共晶相、 强化相和一种或几种碳化物相等组成。
图3.1 为国产ENiCrMo-4 焊条焊接接头熔合 线处的微观组织,白色的基体组织是奥氏体组 织,铁素体呈柱状沿奥氏体晶界分布。从图中可 以看出,在热影响区附近的组织,晶粒明显的长大,在焊缝区域的晶粒呈典型树枝状生长,铁素 体沿晶界均匀分布,在靠近熔合线处的高温加热 区有呈细条状均匀分布的新铁素体相析出。
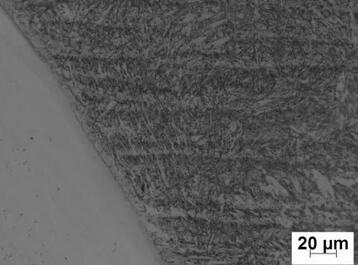
图3.1 不同焊条焊接接头熔合线的围观组织
图 3.2 为焊接接头焊缝中心的微观组织从图中可看出熔敷金属组织是铸造状组织,且晶粒分布比较均匀。它们的焊接组织是:基体为奥氏体组织,晶界和晶内的析出物为铁素体。从图中可以看出焊缝组织较细小均匀,主要由析出相和白色的奥氏体基体组成,晶粒尺寸在 20——50μm之间,镍基合金的基体一般是含有较大数量固溶元素的连续分布的面心立方结构的奥氏体相,奥氏体相对 Cr、Mo、W 等合金元素的溶解度较优,这些合金元素的固溶强化作用可提高基体相的强度。次生相和共晶相构成了析出相,呈现出针状、点状或块状,在晶界位置大量分布,金属间相为 Ni4Mo,还有 M6C 和 M23C 等。由于镍基合 金具有较弱的溶碳能力,因此即使努力降低含碳 量,仍会有较多的碳化物析出。又由于加入了较 多的铬、钼、钨元素,促进了析出相的形成[1——3]。 高温时在枝晶叉和晶界上析出的这些相是稳定 的,而且 Mo 和 W 的含量较高。
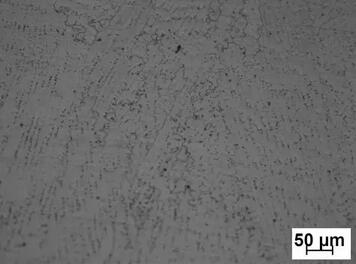
图3.2 不同焊条焊接接头焊缝中心的微观组织
Fig.3.2 The microstructure of weld center of different electrode welding joint
4 焊接接头力学性能分析
4.1 拉伸试验结果及分析
对焊接试板进行拉伸试验,试验结果如表4.1 所示。由表可知在 120A、130A、140A 三种 焊接电流接头的抗拉强度 Rm 均符合 AWS A5.11及 GB/T 13814 标准中规定的值,其中 120A 电流 条件下抗拉强度 Rm 最高,130A 的次之,140A 最差。
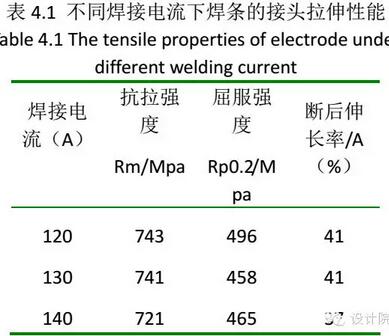
三种焊接接头所用的焊材和母材均一致,因 此焊接电流为影响焊接接头拉伸性能的主要因 素。在 120A 和 130A 时,焊接热输入适中,在 焊缝内的冶金反应较充分,接头中析出了适量的 铁素体,从而得到优良的焊接接头,当焊接电流 增大到 140A 时,热输入量过大,焊缝停留在高 温下的时间过长,而熔池的冷却速度较慢,导致 焊缝内形成粗大的枝晶,烧损过多的有益合金元 素,且此时焊接接头析出了过量的铁素体,从而 导致接头的抗拉强度下降。
根据 AWS A5.11 及 GB/T 13814 标准中的规 定 ENiCrMo‐4 焊条在使用中,焊后拉伸断口的伸 长率 A≥25%。从表中可看出 120A、130A 时接头 的断后伸长率 A 为 41%,140A 时接头的断后伸 长率 A 为 37%,因此当焊接电流为 120A、130A 时,焊接接头的塑性较优。
4.2 冲击试验结果分析
衡量焊接接头和母材的韧性通常采用夏比冲击V型缺口试验,评定焊缝、热影响区和母材 断裂时吸收变形能量的能力以及表征它们抵抗裂纹扩展的水平,是研究焊件断裂预防问题的主要方法。
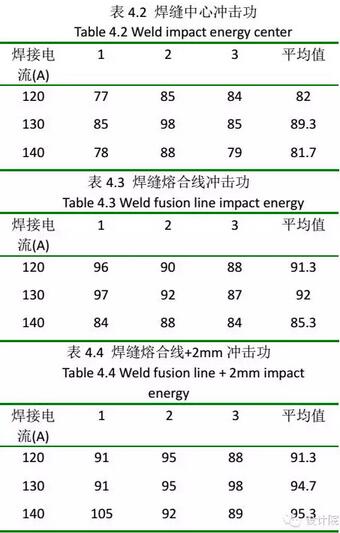
按照中国石化集团洛阳石油化工工程公司16万立方米储罐项目中规定,三种电流焊后对 焊接接头进行低温冲击试验,冲击功的平均值 ≥70J,单个最小值≥49J。焊后按国标要求将三种不同电流焊接的焊接试板加工成冲击试样,将加 工好的冲击试样在JB‐300B 的金属摆锤冲击试验机上进行试验,试验结果如表 4.2、4.3、4.4 所 示。
由表中可以看出,三种不同焊接电流下的 接头的低温冲击功均满足石化工程公司储罐项 目中规定,从中可以明显看出焊接接头焊缝中心 的低温冲击功基本低于熔合线和熔合线+2mm处的冲击功。这是由于受焊接热输入的影响,焊缝中心的组织以粗大的枝晶为主,而位于熔合线处的组织则较焊缝中心的细小,且其组织受焊接热输入的影响较小;而熔合线+2mm 处被视为母 材的区域,其组织受到的焊接热输入影响最小。 同时,焊接热输入对焊缝中心处的影响较大,焊缝中心停留在高温的时间较长,此时有利于铁素体的析出,而铁素体则会导致焊缝的冲击韧性下降。
由表4.2 中可以看出,随着焊接电流的升高, 焊缝中心、熔合线处的冲击功先升后降,这是因 为当焊接电流由 120A 升到 130A 时,随着焊接 热输入的增加,焊缝内的冶金反应更加充分,析出适量的铁素体,更加容易获得优良的焊缝。当 焊接电流增大到到 140A 时,焊缝中心、熔合线 处的冲击功下降,这是由于随着焊接电流的继续 增大,此时的热输入过大,焊缝停留在高温下时 间过长,焊接冷却速度变慢,导致焊缝内产生组 织粗大的枝晶,且停留在高温的时间长,使得焊 缝内析出过量的铁素体,使得接头的韧性下降。 熔合线+2mm 处没有遵循上述规律,是因为其组织受到的焊接热输入影响较小,更多表现的是母材本身的冲击韧性。综上分析,当焊接电流为130A 时,接头的冲击韧性为最佳。
图4.1 所示为焊接接头焊缝处的冲击断口纤维区的微观形貌,从图中可看到明显的塑性变形所产生的韧窝,韧窝呈现出典型的抛物线型,焊接接头断裂形式均为韧性断裂,接头的韧性都很好。
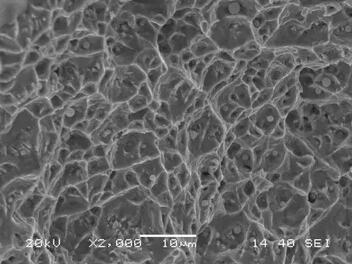
图4.1 缺口位于焊缝中心的冲击断口纤维区形貌
5 结论
1.本文主要研究了在国产 ENiCrMo‐4 焊条在120A、130A、140A 三种不同的焊接电流下的 焊接接头的成分、微观组织和力学性能,确定了 国产 ENiCrMo‐4 焊条的最优焊接参数。
2.国产ENiCrMo‐4焊条在130A 下的焊接接 头中 C≤0.02%,Si≤0.2%,P、S 等杂质元素的含量较低,符合 AWS A5.11 及 GB/T 13814 标准中 的规定,且 Cr、Mo、W 等有益元素的含量较优。
3.国产ENiCrMo‐4焊条在130A 的电流下焊接接头的抗拉强度 Rm741Mpa,屈服强度 Rp0.2为 458Mpa,断后伸长率 A 为 41%,焊接接头的综合拉伸性能优于 120A 和 140A 焊接电流时的焊接接头。
4.国产ENiCrMo‐4焊条在130A 下的焊接接头的焊缝中心、熔合线、熔合线+2mm 处的平均低温冲击功分别为 89.3J、92J、94.7J,优于焊接电流为 120A 和 140A 时的平均低温冲击功,因此,当焊接电流为 130A 时,国产 ENiCrMo‐4 焊条的焊接接头的冲击韧性为最佳。
5.国产ENiCrMo‐4焊条的最佳焊接电流为130A,在此焊接条件下得到的焊接接头各方面性能为最优。
上一篇:回收银焊条时如何辨别真假
