

焊材的回收,储存,发放等细节对焊接很重要!
发布日期:2023年12月15日 浏览:2582次
依据国家质检总局特种设备安全监察局对生产压力容器这一类特种设备的企业管理要求,无论是申请制造许可证或是日常生产,企业的任何生产、管理、经营流程都必须有一套符合自身状况的质量管理体系,焊材库管理制度必然是这一质量管理体系中的一部分,质量管理体系必须符合国家最新颁发的相关法律、法规要求。下面以本人多年的实际工作经验并结合相关标准为依据,为中小型压力容器企业焊材的储存、发放、回收提供参考。
1. 焊材库管理员具备要求
焊材库管理员应具备以下要求:①焊材库应配备专职的焊材库管理员,并具备一定的焊接专业知识,熟知各种焊接材料的性能、用途和贮存方法。②了解本公司焊材一级库和二级库的管理要求,并按两库的管理制度进行管理。③对库区的物品保持清洁、整齐。④上、下班时注意对焊材库各电源的开启与切断事项。⑤掌握焊条烘箱的使用和维护等技能。
以上各事项焊接工程师有义务对焊材库管理员传授理论知识并监督指导日常工作执行情况。
2. 焊材一级库设置要求
焊材一级库设置应满足以下要求:①焊材一级库应具备封闭、干燥、通风等条件,库房内应配备除湿机、红外线加热器、温湿度计及一定数量的货架。②一级库区设合格区、待验区、不合格区,并有明显的标志和分界。
一级库的设置需根据各地方的气候环境及企业实际情况进行,整体上需保证内部环境干燥、整洁,红外线加热器主要适用于寒冷地区,温湿度计每天需记录库房的温度及湿度,以便地方特检院人员查看,且温湿度计需要有资质的检验单位进行校验。
3. 焊材入库要求
焊材入库要求如下:①焊材必须具备有效的质量证明书,否则不予验收。②焊材入库前按检验计划的要求,采用随机抽样的方式进行外观检查,发现有下列条件之一的必须退货,并加以记录:焊条药皮破裂脱落过长(>15~20cm);焊条药皮上无牌号;焊丝严重变质;焊条或焊丝受潮严重;端部无标志;与包装型号不符。
焊材入库前需查看相应的质量证明书,无质量证明书者或焊材上端部的标志与质量证明书不一致者一律退货,入库时先放入待检区,并按以上要求进行检查。
4. 焊材一级库管理要求
焊材一级库管理要求如下:
第一, 按“材料入库单”填写物资到货记录和进货检验记录,有复检要求的填写“理化试验委托单”,委托有关单位复检,对合格入库的焊材及时建立“材料台帐”。
第二,入库焊材应分层摆放在距地面300mm以上的架位上,与墙壁保持300mm以上距离,以保证空气流通。
第三,入库焊材应按不同的型号、规格、批号分类摆放整齐,并按质量证明书内容进行标识。严禁将不同型号、规格、批号的焊材混放在一起。
第四,管理员应保持库房的环境卫生、保持干燥且通风良好,温度控制在5℃以上,湿度保持在60%以下,每天早晚如实填写“温湿度记录表”。对于具体的控制温度、湿度范围可根据当地特检院要求进行。
第五,随时对焊材库进行盘点。经常检查库房内设备的使用情况,以保证其正常运行;随时检查焊条的贮存质量情况,以防变质。发现受潮、污损和存放期两年以上的焊条须经焊接责任人确定检验项目进行复验,并符合相关要求时方可发放,否则不准发放。发现过期或质量有问题的焊材经焊接工程师检查并认可后可用于非承压、非受重力部件。
第六,焊材二级库从一级库取焊材时,原则上按生产所需的数量和焊接工艺规定的定额,领取车间当天所需用量,管理员发料时对同品种、同规格的焊材应遵循“先进先发”的原则。发料后在收发卡上登记领料单号、领料日期、发放数量、型号及规格等。
第七,除焊材库管理员外,其他人员不得进入一级库取用焊材,并且一级库的焊材需经二级库按规章制度处理才能进入车间生产。
第八,焊材库管理员根据生产计划要求定期了解一级库焊材库存量,并向焊接工程师反应情况,由焊接工程师提出采购要求。
5. 焊材二级库管理要求
(1)焊材二级库设置 焊材二级库应具备封闭、干燥、通风等条件,库房内应配备烘焙箱和保温箱、保温筒和一定数量的货架。烘焙箱和保温箱上的温度指示器需有资质的检验单位进行校验。
(2)焊材烘干 第一,用于重要结构管道和容器的焊材(焊条、焊剂)必须烘干,焊材烘焙人员应每天和生产部门进行沟通,根据车间生产需要进行烘焙,并有20%的余量,以确保生产所需,生产中暂不用的焊材应及时退回一级库保管。
第二,在焊材烘焙前应注意检查烘焙设备是否正常运转,烘箱的温度指示是否灵敏正常。
第三,焊材烘焙时应按焊材检验编号(批号)、型号、牌号及规格进入烘箱内分格烘焙,不同检验编号(批号)的焊材之间应作好标识不得混淆。每层焊条堆放不能太厚(一般1~3层),以免焊条烘干时受热不均和潮气不易排除。不锈钢与碳钢焊条,以及不同烘焙温度的焊条,不得在烘焙箱内同时烘焙。
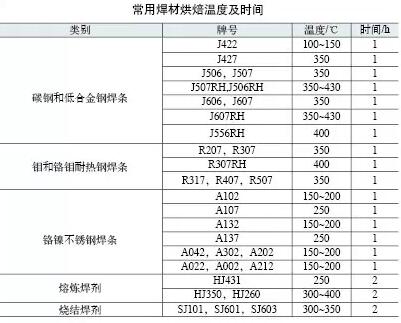
第四,焊条和焊剂烘焙时,应严格按焊材烘焙表(见附表)进行,烘焙后的焊条或焊剂应在烘箱的温度降到100~150℃时,移至100~120℃的保温箱内存放。
焊条或焊剂烘焙后在烘箱降温取出时不得将烘箱密封门打开降温,应以切断烘箱电源打开排气孔的方式自然降温到100~150℃。对于多天闲置保温箱内的焊条或焊剂,烘焙人员应与生产负责人沟通,确定一定时间内闲置的焊条或焊剂应从保温箱内取出,按规格、类别转移至一级库并贴上标签、注明烘焙记录。记录内容包括:焊材牌号、规格、入库检验编号、数量、烘焙时间、烘焙温度、保温温度和日期等。
第五,焊材保管员对烘焙的焊材应认真按“焊条(焊剂)烘焙记录”填写表格,记录内容包括:焊材牌号、规格、入库检验编号、数量、烘焙时间、烘焙温度、保温温度及日期等。
(3)焊材发放 焊材领用由各生产组负责人按“焊接工艺卡”中的要求填写“焊材领料单”,焊工持领料单到焊材二级库领料,并使用预先加热的保温筒盛装和在焊材发放记录上签字。每只保温筒内只能放一个牌号焊条,每个焊工每次领用不超过3kg,使用保温筒的焊条不得超过4h。
(4)焊条退库 焊工当天用不完的焊条(以4h计)应送回二级库,回收的焊条应检查焊条的外观,符合要求的焊条回收后仍按原牌号、规格、批号存放保管,不得混淆,有药皮剥落或其它缺陷者应剔除。重新烘焙时与其他焊条分开,烘焙后该焊条应存放在最先发放的指定格框中。焊条的烘焙次数不得超过两次。经两次以上烘焙的焊条,只能用于非承压焊缝焊接。其次,回收的焊剂应筛分清除其中的渣壳、杂质及粉尘,重新烘焙的焊剂应与其他焊剂分开,烘干后重新使用时要加入≥50%的新焊剂,并混合均匀。
(5)焊条头回收 第一,焊材二级库管理员依据焊材发放量回收焊条头, 焊工再次领用焊条时,必须如数交回上次领用的焊条头,做到当天领出当天回收,对连续三次不交焊条头的焊工,管理员有权拒发焊条。每次数量(根)不能少于应回收焊条头数量的90%,根据回收情况认真填写焊条头回收记录,包括日期、领用小组、领用数量、应交数量、交回数量、交回人等内容。第二,焊工所交焊条头的规格必须与领出焊条规格相符,否则按焊条流失处理。第三,焊条头长度一般控制在50~60mm,超长焊条头量占应交量的1/3以上时,焊材库管理人员有权拒收。
(6)焊材数量统计 焊材的发放与回收需在“焊材领料单”上详细记录、签字确认,一式三份保留。每月月底根据“焊材领料单”做好焊材的“材料台帐”,确认各焊材规格的出库数量和库存量。
6. 结语
焊材库管理制度是压力容器企业质保体系当中重要组成一部分,无论是对制造许可证的申请还是正常产品生产,其焊材库管理制度的执行是国家或地方特检院必查环节。为贯彻执行GB/T19001―2008/ISO9001:2008《质量管理体系要求》,加强焊材库管理,企业焊材库管理制度的落实需由专职的焊材库管理员执行,管理员应具备一定的焊接专业知识,熟知各种焊接材料的性能、用途和贮存方法。
下一篇:受潮焊条回收后焊接注意事项
