

焊条回收网:焊接电弧及其电特性
发布日期:2023年12月15日 浏览:2270次
1.焊接电弧的静特性
定义:在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流和电弧电压变化的关系,又称伏安特性。
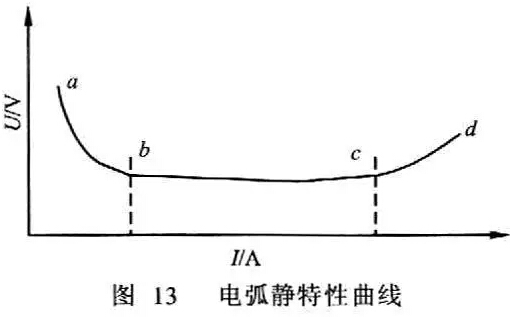
ab段:下降特性段,bc段:水平特性段,cd:上升特性段
焊接电弧静特性曲线形状的影响因素
1)弧长的影响:
弧长增加,弧柱长度增加,电弧电压提高;即电弧静特性曲线形状不变,但曲线整体上移;这表明电弧电流一定时,电弧电压随弧长的增加而增加。
2)电极直径的影响:
主要影响阴极斑点面积SK和弧柱截面SC;电极直径减小,SK、SC减小,则曲线整体左移;同理,电极直径增大,电弧静特性曲线则将向电流增加的方向移动(向右移动)。
C.其它影响因素:
气体保护焊中的气体介质、气体流量等其它因素。
特别说明:
电弧静特性曲线是电流由小到大,电弧电压和电流之间的关系曲线;对于每一种焊接方法,其电弧静特性曲线只是电弧静特性曲线的其中一段。
2.焊接电弧的动特性
在一定弧长下,当电弧电流很快变化时,电弧电压和电流之间的关系:Uf=f(if),由于热惯性对电离度的影响,焊接电弧的动特性曲线不同于静特性曲线特性。
3.影响交流电弧稳定燃烧的因素
1)空载电压
愈高,电弧就愈稳定。
2)引燃电压 愈高,电弧愈不稳定,引燃愈困难。
3)电路参数
增大L或减小R可使电弧趋向稳定地连续燃烧。
4)电弧电流 电弧电流愈大,电弧的稳定性愈高。
5)电源频率
f提高有利于提高电弧的稳定性。
4. 提高交流电弧稳定性的措施:
1)提高弧焊电源频率
2)提高电源的空载电压
3)改善电弧电流的波形
4)叠加高压电
上一篇:焊条电弧焊的特点和应用
